Amigo SLOW HAND muy buenos datos se lo agradesco, estos los estoy recopilando para hacer una literatura completa de los diferentes procesos.
Saludos.
Como te interesa el tema voy a colocar un post publicado hace tiempo en foro Peruano por un buen amigo de argentina
Adrián , mejor conocido como Tomate©.
___________________________________________________________________________________________
"Empezando con los temas de fabricación del arma, vamos a ver como se realiza el cañón, uno de los componentes vitales de nuestras armas.
Hay diversos métodos de fabricación que vienen de los primeros momento de las armas de mano, vamos a enumerar algunos de ellos y vamos a enfocarnos en el mas moderno y utilizado en la actualidad, ya que todos saben que lo mío no es la historia, las fechas y demás así que sabrán disculpar la pequeñísima reseña histórica.
Historia
Los cañones modernos de armas de puño, tal como los conocemos hoy, tienen sus orígenes en la aparición de las animas rayadas (estriados) a finales del 1300 principios del 1400, pero no tuvieron estado militar durante casi 400 años porque el anima rayada era muy lenta de cargar (había que pegarle a la bala con un mazo), hasta la aparición de la bala Minie (1850) y desde allí fueron evolucionando y perfeccionándose hasta nuestros días.
Anima Lisa:
Los primeros cañones fueron de ánima lisa, este fue un tubo de acero con el orificio del calibre del arma y no mucho más,
Una variante en este tipo de cañones que se utilizó en los de escopeta y que consistía en enrollar un alambre alrededor de un tubo del diámetro del calibre deseado, calentarlo hasta volverlo blando y golpeando el enrollado de alambre remachándolo en caliente hasta volverlo una sola pieza.
Este método a fuerza de golpes y temperatura dieron origen a cañones económicos, .bastante resistentes para las pólvoras sin humo, pero absolutamente obsoletos con las presiones que generan los propelentes modernos. De ahí la advertencia de no utilizar cartuchos modernos en “cañones de alambre” (como se los conoce).
Anima Rayada:
Con la aparición del rayado en los cañones fue necesario idear nuevos métodos de fabricación y conformación de dichos tubos.
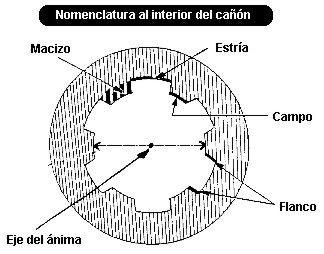
Vamos a ver un esquema de un cañón moderno:
Lo que encontramos denominado como campo era el diámetro original de un cañón liso, al realizarle las estriados (rifling) el diámetro medido entre fondos de estriado y entre campos es diferente, esta diferencia dio lugar a muchos malos entendidos y a un desacuerdo que aún se mantiene en cuanto a como se mide el calibre de un arma, si entre campos o entre fondos, antiguamente se consideraba técnicamente que la medición correcta era entre campos, luego los yankees impusieron la medida entre fondos y hoy está aceptado que el calibre del arma se considere al diámetro del proyectil
Los cañones modernos
Para la fabricación de cañones se utilizan aceros del tipo 4140 (aleación de cromo molibdeno) y 6150 (aleación de cromo-vanadio) y lo métodos de fabricación mas conocidos son 4 a saber:
Arranque de Viruta
En este sistema diferenciamos dos maneras de realizarlo.
Mono Herramienta:
Se realiza con una sola herramienta de corte que va tallando en el tubo estría por estría, se somete al tubo a tracción y en un plato divisor que da el giro correcto para distribuir las rayas según el .diseño del fabricante, se obtienen cañones muy precisos pero de altísimos costos.
Una herramienta de corte individual y ajustable en profundidad para hacer varias pasadas por cada estría.
Brochado:
También es de arranque de viruta pero con una herramienta que tiene todos los filos necesarios para tallar todas las estrías del cañón de manera simultanea, este método genera muchas tensiones y los tubos no son de excesiva calidad.
Una herramienta que permite hacer el cañón en una sola pasada, cada una de las multiherramientas es de un diámetro ligeramente superior
Forja en frío (swaging)
Con las grandes herramientas y la posibilidad de alcanzar magnitudes de fuerza, tracción compresión nunca antes alcanzadas aparecen a mediados del siglo pasado los métodos de forjado en frío.
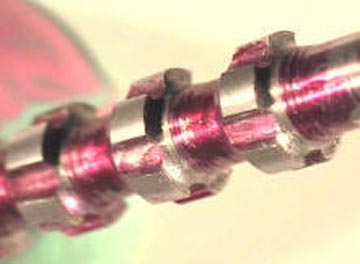
Button Rifling:
Este método consiste en un botón de forma cónica que es empujado o traccionado por el interior del tubo previamente perforado con un diámetro menor al definitivo, este método fue introducido por la firma Remington y es una manera económica de hacer los cañones. .
El botón para un cañón microestriado .
Para una 9x19
Martelado en frio:
Este es el método al que vamos a prestarle mayor atención ya que junto al button Rifling son los más económicos y utilizados hoy en día, en mi país en la Fabrica Militar de armas portátiles Fray Luis Beltrán se fabrican por este método.
Consiste en colocar un peregrino “negativo” (o sea que lo que es campo en el peregrino será estriado en el cañón y lo que es estriado en el peregrino será campo en el cañón) en una barra de acero perforado y pulido (cuanto más pulido mejor) y ponerlo en una marteladora (martilladora) con 4 martillos que golpearán el tubo (en el orden de las 800 ton. x cm2) forzándolo y comprimiéndolo contra el peregrino para que el material tome la forma deseada mientras el tubo rota para que los martillos golpeen toda la superficie externa del mismo.
El peregrino en algunos casos puede tener incluida la recamara, lo que daría un cañón terminado.
Estar cerca de esta bestia afloja los dientes, el piso tiembla mientras el ruido (que no es menor) nos obliga a tener protección auditiva.
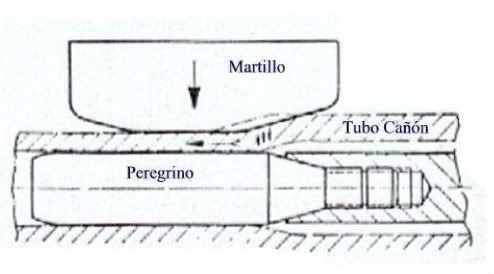
Esquema:
En esta imagen se puede apreciar el esquema de la marteladora y el peregrino en el centro tubo, se ve como los martillos fuerzan el material sobre este, comprimiendo las moléculas de acero y achicando a la vez el diámetro externo del tubo.
Los elementos que forman parte del proceso, en la imagen se pueden observar los martillos que serán los responsables directos de trasmitir los golpes al material, el peregrino, un cañón a medio proceso,(notar el mayor diámetro del tubo en bruto en relación al martelado).
El producto terminado seccionado para una mejor vista del proceso interno.
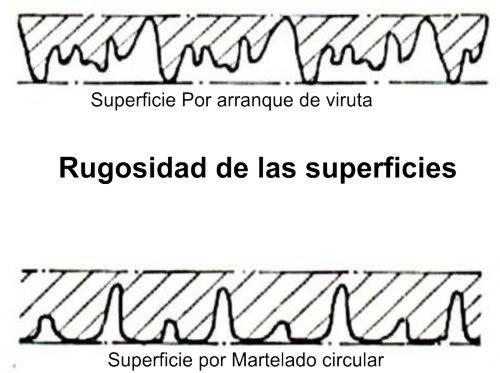
Muchos son los elementos que influyen en la precisión del tubo cañón, pero uno que es fundamental es el pulido de su interior, las superficies que rozan con el proyectil deben tener el mejo y mas parejo pulido, por la sencilla razón de que cuanto mas áspera sea esta superficie mayor será el calor generado por el paso de los proyectiles y mayores deformaciones por dilatación sufrirán entre disparo y disparo conspirando con la precisión, además que una superficie mas rugosa implica mayor incidencia en cuanto a residuos y posterior limpieza.
Superficies según método de fabricación
Preparación y limpieza del peregrino, en la imagen se observa este antes de ser introducido en la marteladora Vertical, notar el uso de protección auditiva por el operario
Se aceita el orificio central del tubo, previamente perforado con un diámetro ligeramente superior al peregrino. Notar los mandos de la marteladora del lado derecho y los relojes que miden las presiones de trabajo y dan la información necesaria para el trabajo.
El tubo se coloca en la marteladora.
Se baja el tubo hasta los martillos, mientras este gira el peregrino ya esta colocado en su posición de trabajo.
El producto terminado, después vienen las operaciones de corte (en caso de usarse para armas cortas, o de terminación en caso de usarse en armas largas.
Como siempre digo estos son procesos industriales muy complejos y lo que hemos hecho es un simple vistazo de los mismos, el tema en si mismo da para mucho muchísimo más.
Espero que les haya gustado, es un paso mas para ir viendo como se fabrican nuestras armas.
Un abrazo
Saludos desde Rosario, Argentina
Presumiendo ser el 1º Socio Honorario de la S.T. T.D.P
Tomate©
q=)
"
___________________________________________________________________________________________
Link original:
Como se hacen los cañones
Hay más información de interés
Saludos